
Jaką tokarkę CNC wybrać do swojej firmy? Średnica toczenia, monolityczne łoże, stabilny konik, wrzeciennik
Zastanawiając się nad zakupem maszyny CNC do swojej firmy, nierzadko stajemy przed dylematem w jaki sprzęt zainwestować aby spełniał nasze oczekiwania. Warto zatem zwrócić uwagę na stosunek jakości do ceny oraz czy wybrany model maszyny będzie odpowiedni do rodzaju obróbki, jaką zajmujemy się w naszym zakładzie. Wreszcie na końcu dobieramy oprzyrządowanie i niezbędne komponenty.
Na wysoką jakość tokarek CNC produkowanych przez FAT HACO składa się kilka elementów i właściwości, które warto znać aby odpowiednio wybrać maszynę z naszej oferty. Poniżej omówimy kluczowe elementy budowy tokarek FAT HACO oraz ich aspekty techniczne.
Średnica toczenia
Średnica toczenia na tokarce to jedna z kluczowych specyfikacji maszyny do obróbki skawaniem. Oznacza ona maksymalny rozmiar przedmiotu, jaki można przetoczyć na tokarce. Średnica toczenia zależy od konkretnego modelu tokarki. Zazwyczaj producenci podają dwie wartości - średnicę toczenia nad łożem (ang. swing over bed) i średnicę toczenia nad supportem (ang. swing over carriage).
- Średnica toczenia nad łożem (swing over bed) to maksymalny rozmiar przedmiotu, który można umieścić na tokarce i obrócić wokół osi. Oznacza to, że można obrobić przedmiot o tej średnicy w całości jedynie od czoła. Czytaj więcej na temat toczenia CNC
- Średnica toczenia nad suportem (swing over carriage) określa maksymalny rozmiar przedmiotu, jaki można przetoczyć, gdy suport jest w najbardziej wysuniętej pozycji. Zazwyczaj jest to mniejsza wartość niż średnica toczenia nad łożem. Przykładowo, jeśli tokarka ma średnicę toczenia nad łożem wynoszącą 630 mm, oznacza to, że można umieścić przedmiot o maksymalnej średnicy 630 mm na tokarce i obracać go wokół osi. Jednak średnica toczenia nad suportem może być mniejsza, na przykład 500 mm. Warto pamiętać, że oprócz średnicy toczenia, inne parametry, takie jak rozstaw między kłami, długość toczenia i średnica wrzeciona, również mają znaczenie przy wyborze odpowiedniej tokarki do konkretnych zadań obróbki.

Łoże tokarki
Monolityczne łoże tokarki to konstrukcja, w której łoże maszyny jest wykonane z jednego, odlanego bloku metalu. Jest to rozwiązanie stosowane we wszystkich profesjonalnych tokarkach FAT, zwłaszcza w większych i bardziej zaawansowanych modelach. Główną zaletą monolitycznego łoża tokarki jest jego sztywność i stabilność. Jednoczęściowa konstrukcja zapewnia doskonałą integralność strukturalną, co przekłada się na wyższą precyzję obróbki. Sztywność łoża minimalizuje drgania i deformacje, które mogą wpływać na dokładność i jakość wykonywanych obróbek. Ponadto, monolityczne łoże tokarki ma zwykle lepsze właściwości tłumienia wibracji w porównaniu do innych konstrukcji. Dzięki temu można uzyskać gładszą powierzchnię obrabianych elementów oraz zwiększyć trwałość narzędzi skrawających. Czytaj więcej o produkcji łóż
Warto jednak zaznaczyć, że monolityczne łoże tokarki może być bardziej kosztowne w produkcji i bardziej wymagające pod względem transportu i instalacji ze względu na większą masę i rozmiary. W związku z tym, jest ono najczęściej stosowane w profesjonalnych zakładach produkcyjnych, gdzie wymagana jest najwyższa jakość i precyzja obróbki. Ostatecznie, wybór pomiędzy monolitycznym a innym typem łoża tokarki zależy od konkretnych wymagań, budżetu i zastosowania maszyny.
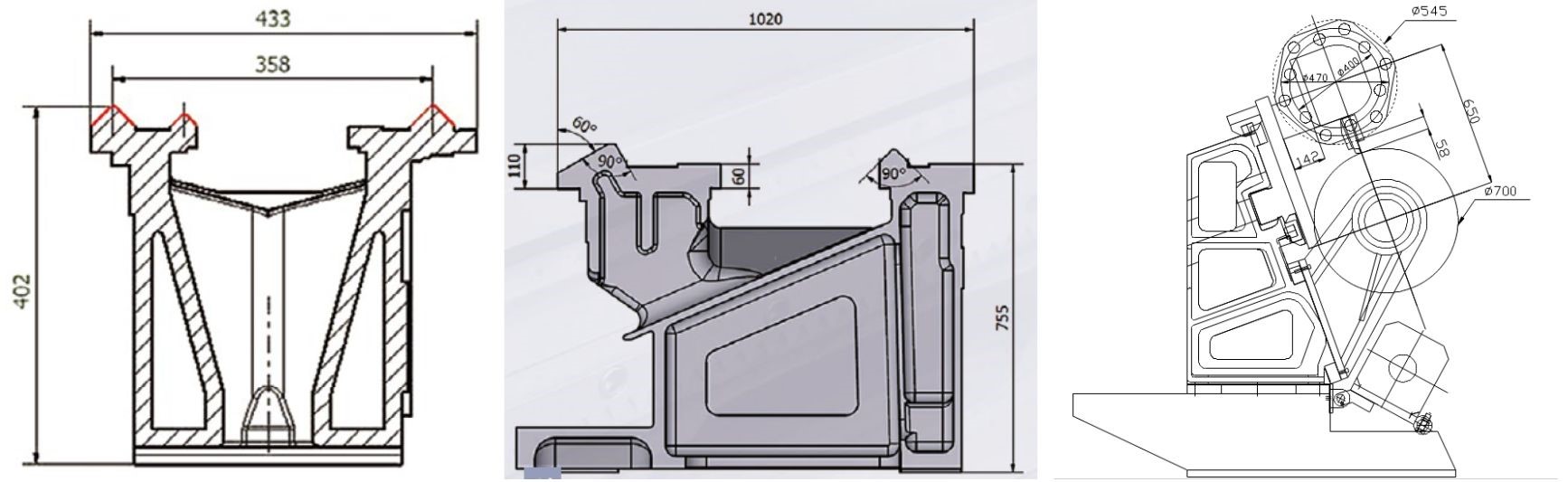
Tokarki FAT HACO to maszyny przemysłowe, które muszą spełniać najwyższe standardy w profesjonalnej obróbce skrawaniem. W swojej ofercie dysponuje tokarkami z płaskim łożem i łożem skośnym. Maszyny z płaskim łożem to głównie tokarki przeznaczone do obróbki długich i ciężkich serii produkcyjnych. Tokarki z łożem skośnym to pełne 5-osiowe, w pełni automatyczne centra tokarsko-frezarskie, w których średnica toczenia nie jest ograniczona przez sanie supportu. Czytaj więcej o tokarce ze skośnym łożem
Stabilny konik
Ze zwiększonym wysięgiem pozwala na wykorzystanie pełnego zakresu roboczego między korpusem konika a saniami suportu. Dzięki takiemu rozwiązaniu możliwa jest ciężka obróbka detali bezpośrednio podpieranych kłem konia. Bardzo mocna, hydraulicznie sterowana pinola o średnicy 220 mm jest powierzchniowo hartowana i szlifowana. W pinoli wbudowana jest łożyskowana tuleja z gniazdem stożka MT 6 dla kła stałego. Szybkozłącze między konikiem a saniami umożliwia szybkie pozycjonowanie. Opcjonalnie konik może zostać wyposażony w niezależny napęd. W ofercie FAT HACO dostępne są koniki manualne i hydrauliczne.

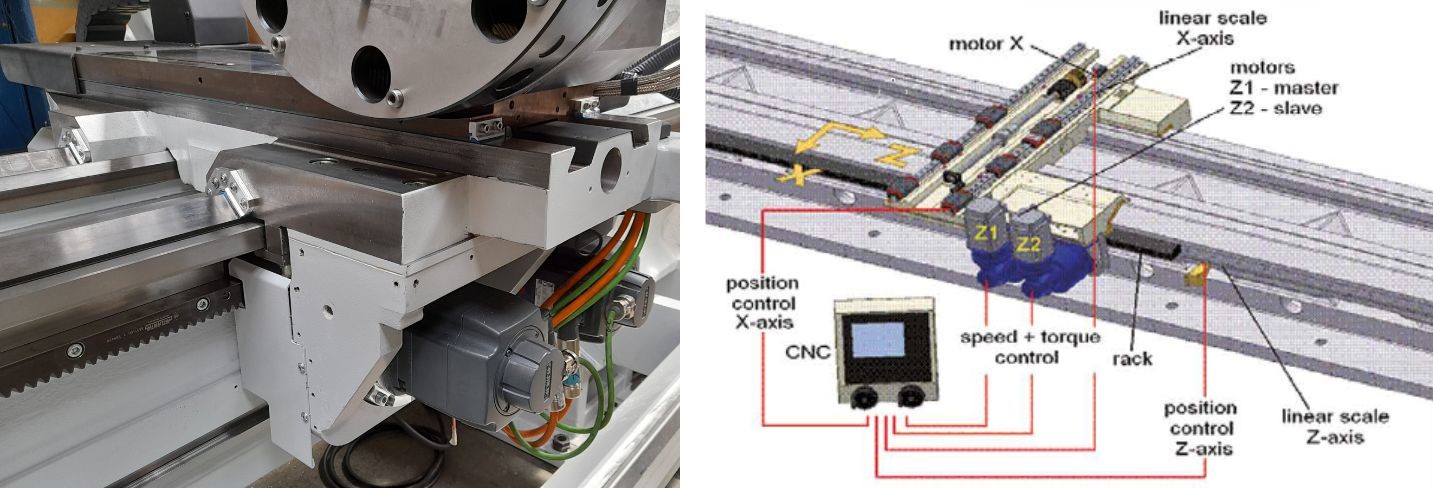
Sanie suportu
Układ napędu suportu wzdłużnego „Master-Slave” zastosowany w maszynach o długości toczenia powyżej 5 m charakteryzuje się automatyczną redukcją luzu zwrotnego oraz wysoką dokładnością dzięki zastosowaniu bezpośredniego liniału pomiarowego. Napęd przenoszony jest za pomocą zestawu dwóch zsynchronizowanych silników, przekładni oraz listwy zębatej. W tokarkach krótszych zastosowana jest precyzyjna śruba kulowa o dużej średnicy.
Sterowanie Siemens Sinumerik One
Tokarki FAT ze sterowaniem Siemensa pozwalają na pracę w trybie manualnym, półautomatycznym jak i pełnym CNC. Przyjazny dla operatora system sterowania zapewnia wygodną i efektywną pracę.
Główne cechy sterowania:
- łatwe programowanie z graficzną prezentacją, która nie wymaga znajomości DIN/ISO
- bardzo krótki czas programowania
- przejrzysty podgląd wszystkich kroków procesu obróbki
- proste zarządzanie narzędziami
- duży wybór gotowych cykli obróbczych oraz pomiarowych

Wrzeciennik
Wrzeciennik (ang. headstok) to ważny element tokarki, w którym znajduje się mechanizm napędowy maszyny, wrzeciono oraz uchwyt służący do mocowania i utrzymania obrabianego przedmiotu, takiego jak wałek, tuleja, czy inny kształt obrabiany na tokarce. Uchwyty w tokarkach FAT HACO dzielimy na ręczne i hydrauliczne. Korpus wrzeciennika wykonany jest z jednolitego odlewu osadzonego na hartowanych i szlifowanych prowadnicach łoża. Ręczne skrobanie powierzchni stykowych zapewnia najlepsze dopasowanie i długotrwałą stabilność geometrii. Wysokiej klasy łożyskowanie wrzeciona zapewnia najwyższą precyzję obróbki. Podczas wyboru wrzeciennika do tokarki ważne jest dopasowanie go do konkretnych potrzeb obróbki, uwzględniając rozmiar przedmiotu, rodzaj obróbki i precyzję wymaganą podczas procesu produkcji. Zwracamy uwagę na:
- liczbę biegów wrzeciennika
- zakres prędkości obrotowych wrzeciona (rpm)
- przelot wrzeciona (mm)
- moc silnika głównego (kW)

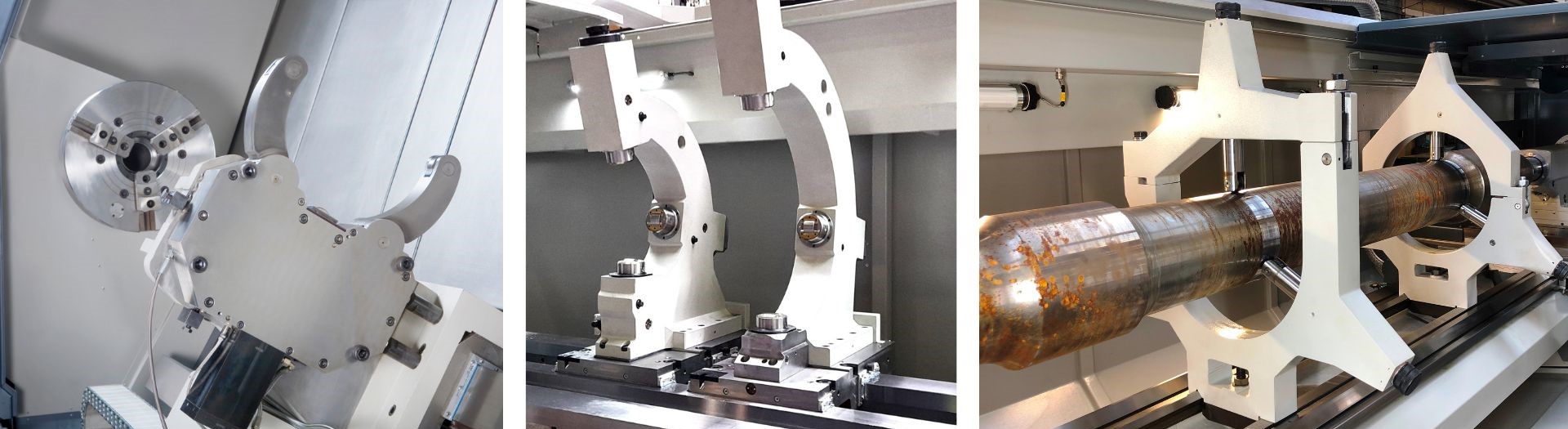
Podtrzymki
Duży wybór podtrzymek pozwala zoptymalizować proces obróbki. Podtrzymki usprawniają pracę z długimi/ciężkimi detalami jak i cienkimi/lekkimi. Dostępne są podtrzymki manualne, hydrauliczne – samocentrujące, mocowane do łoża lub poruszające się wraz z suportem, a także z automatycznym dojazdem do osi maszyny.
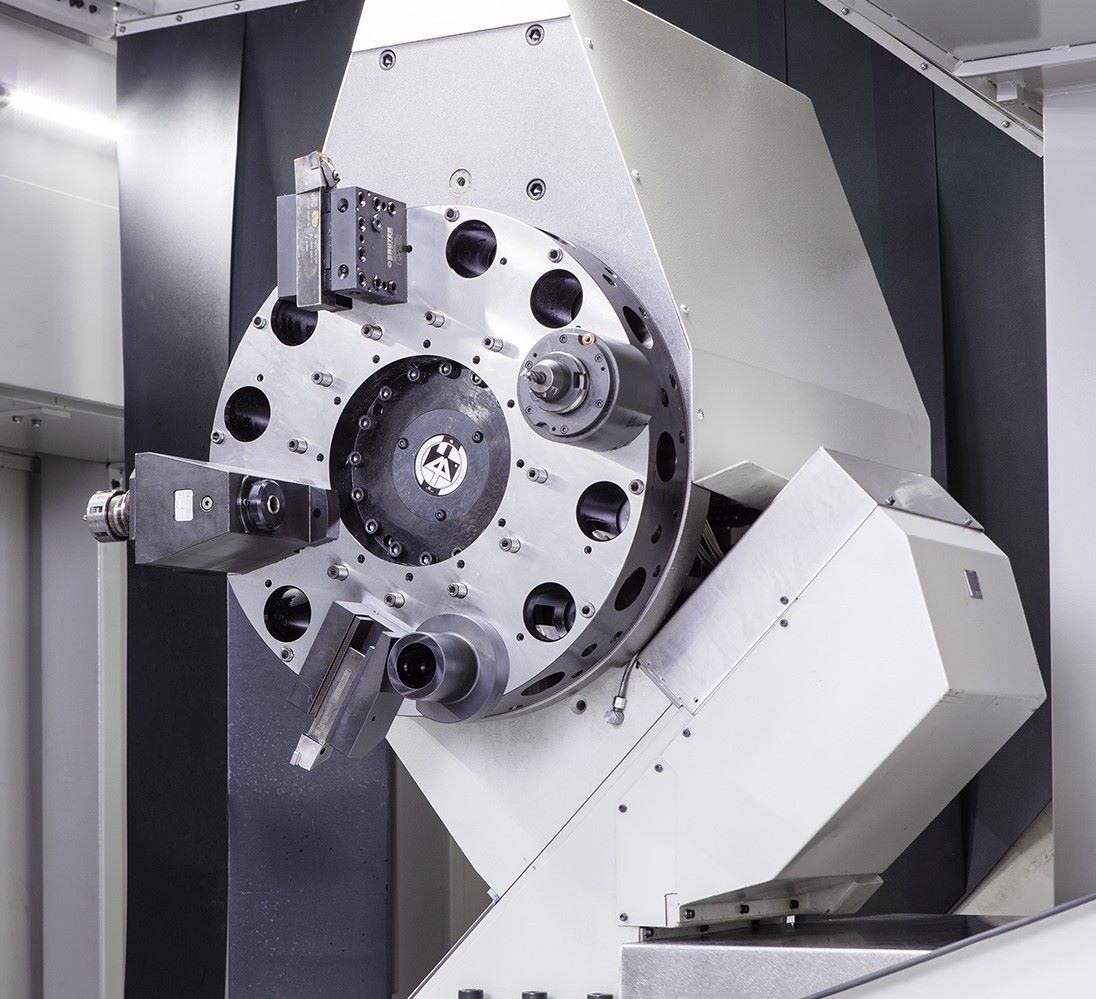
System narzędziowy
System narzędziowy w tokarce to mechanizm, który umożliwia manualną lub automatyczną wymianę narzędzi tokarskich w trakcie obróbki. Ma on na celu usprawnienie procesu produkcji oraz zwiększenie efektywności tokarki. Podstawowym elementem systemu narzędziowego jest głowica narzędziowa (ang. tool turret) lub magazyn narzędzi (ang. tool magazine), w którym przechowywane są różne rodzaje narzędzi. Głowica narzędziowa to zazwyczaj obracający się dysk z miejscami na narzędzia, które mogą być szybko wymieniane w trakcie pracy. Magazyn narzędzi to z kolei szafa lub zasobnik, w którym narzędzia są przechowywane i mogą być pobierane w zależności od potrzeb.
System narzędziowy jest zintegrowany z układem sterowania tokarki, który kontroluje operacje wymiany narzędzi. Sterowanie może odbywać się manualnie przez operatora lub automatycznie z wykorzystaniem programów CNC (Computer Numerical Control).
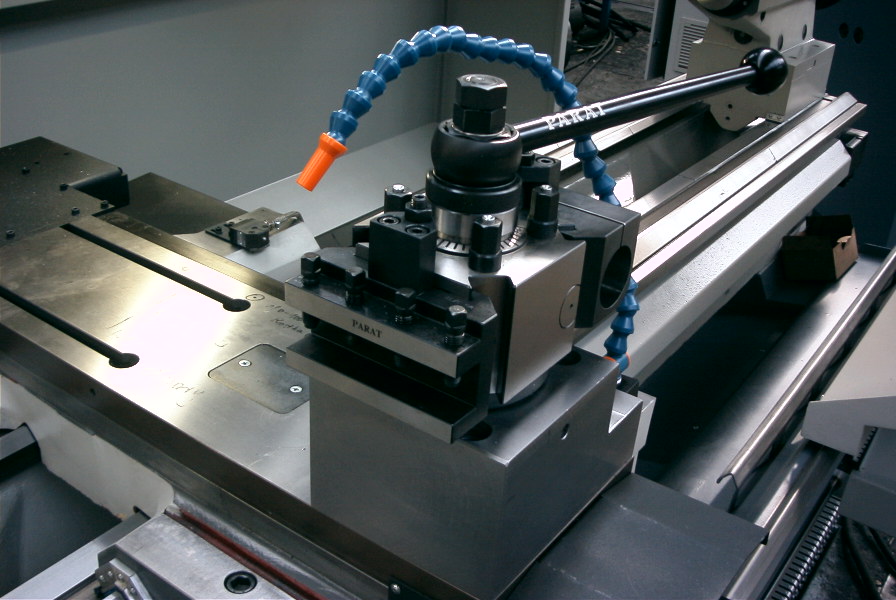
Rodzaje systemów narzędziowych w tokarce to:
- Głowica Parat - to podstawowa głowica narzędziowa, która wymaga ręcznej zmiany noża tokarskiego przez operatora.
- Głowice rewolwerowe – umożliwiają zamontowanie większej ilości narzędzi na obrotowej głowicy bądź tarczy. Pozwala to na skrócenie czasu wymiany narzędzi. Narzędzia mogą być szybko i precyzyjnie wymieniane, co zwiększa czas produktywnej pracy tokarki.
- Magazyn narzędzi – zwiększa elastyczność produkcji. Możliwość przechowywania wielu rodzajów narzędzi w systemie narzędziowym pozwala na łatwe dostosowywanie się do różnych zadań obróbczych. Narzędzia są wymieniane na głowicy w sposób automatyczny w zależności od programu obróbki bez fizycznej ingerencji operatora.
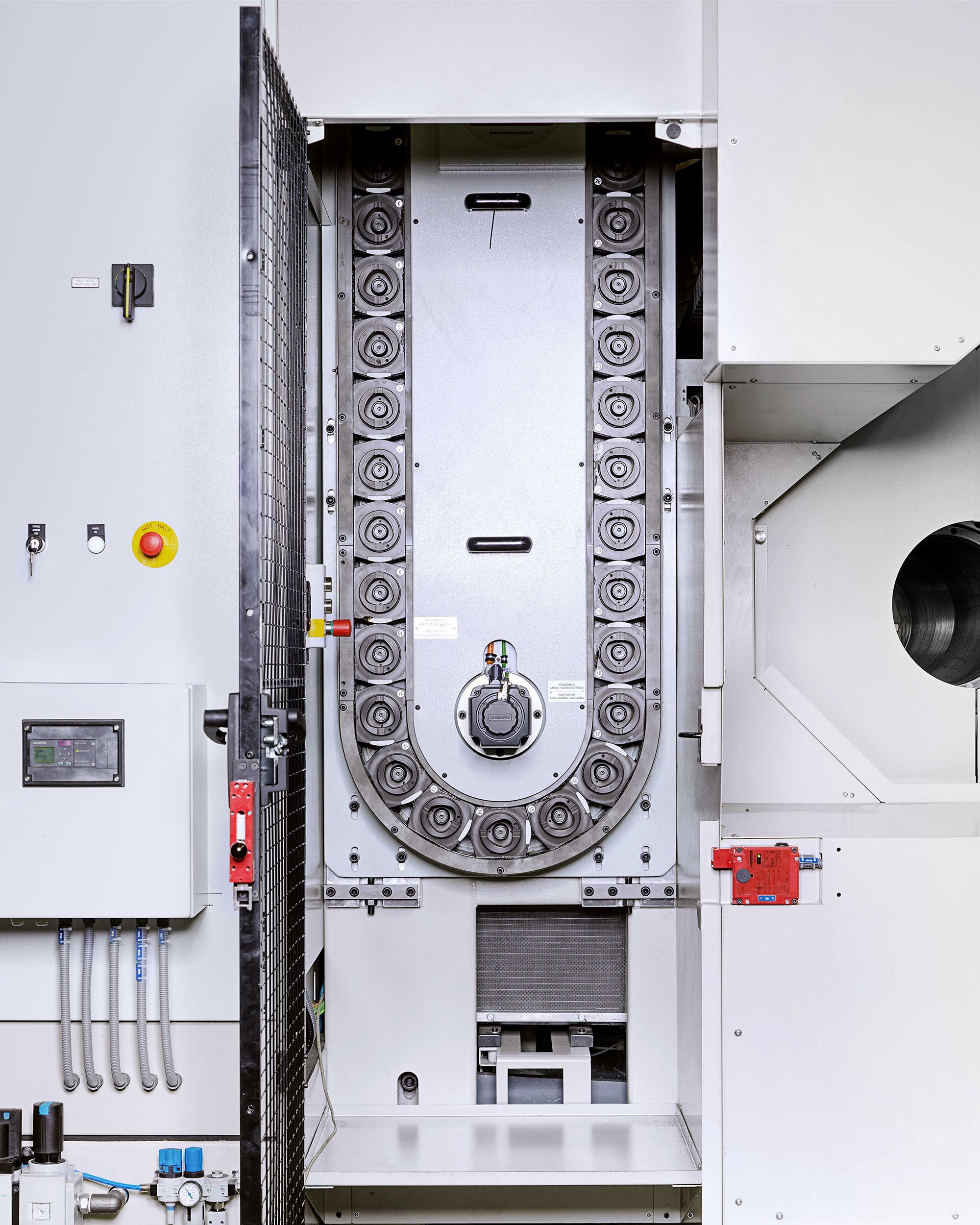
Zaawansowane systemy narzędziowe mogą monitorować zużycie narzędzi i dostarczać informacje o konieczności ich wymiany, co pozwala na efektywne zarządzanie zasobami narzędziowymi. Wprowadzenie systemu narzędziowego w tokarce może przynieść znaczne korzyści produkcyjne, zwłaszcza w przypadku obróbki dużych ilości detali lub złożonych operacji tokarskich.
Prowadnice
Tokarki FAT HACO sterowane numerycznie występują w wersjach dwu- prowadnicowych i cztero-prowadnicowych. W przypadku tokarki dwu-prowadnicowej, jedna prowadnica znajduje się zazwyczaj z przodu tokarki, a druga z tyłu. Obie prowadnice są równoległe do siebie i równoległe do osi obrotu materiału. Obecność dwóch prowadnic umożliwia bardziej stabilne i precyzyjne prowadzenie supportu z głowicą narzędziową podczas obróbki. Dzięki temu tokarka dwu-prowadnicowa może przetwarzać większe i cięższe materiały oraz dokładniej kontrolować wymiary i jakość wykończenia obrabianych elementów.
Przykład tokarki dwu-prowadnicowej
Z kolei tokarka cztero-prowadnicowa to maszyna, której prowadnice umieszczone są równolegle na podłużnej osi tokarki. Pierwsze dwie prowadnice, na których zamontowany jest support pozwalają na przejazd głowicy narzędziowej bez kolizji z konikiem i podtrzymkami. Takie rozwiązanie ułatwia obróbkę długich, ciężkich detali bez konieczności przezbrajania maszyny.
Przykład tokarki cztero-prowadnicowej
Podsumowanie
Zakup tokarki jest ważną decyzją inwestycyjną, która wymaga uwzględnienia różnych czynników. Oto kilka kluczowych punktów do rozważenia przy zakupie tokarki:
- Przeznaczenie i zastosowanie: Określ, do jakich konkretnych zadań i obróbek będzie wykorzystywana tokarka. Zidentyfikuj rodzaje materiałów, rozmiary detali i operacje obróbcze, które będą wykonywane. Upewnij się, że tokarka ma odpowiednie możliwości i funkcje, aby sprostać Twoim potrzebom produkcyjnym.
- Pojemność tokarki: Przeanalizuj rozmiar i pojemność tokarki, czyli jej zdolność do obróbki przedmiotów o określonej długości, średnicy i masie. Upewnij się, że tokarka ma wystarczającą przestrzeń roboczą i udźwig, aby obsłużyć planowane detale.
- Automatyzacja i sterowanie: Zastanów się, czy potrzebujesz tokarki sterowanej numerycznie (CNC) lub z dodatkowymi funkcjami automatyzacji. Tokarki CNC umożliwiają programowalne sterowanie i automatyzację procesu, co może zwiększyć precyzję i wydajność produkcji.
- Budżet: Określ dostępne środki finansowe na zakup tokarki i uwzględnij koszty dodatkowe, takie jak instalacja, szkolenia operatorów i serwis.
- Jakość i niezawodność: Wybierz tokarkę od renomowanego producenta, który oferuje wysoką jakość i niezawodność. Przeczytaj opinie użytkowników, zbadaj reputację producenta i zwróć uwagę na gwarancję oraz dostępność części zamiennych i serwisu. Opinie klientów FAT HACO
- Bezpieczeństwo: Upewnij się, że tokarka spełnia obowiązujące normy bezpieczeństwa i ma odpowiednie funkcje ochronne, takie jak osłony i zabezpieczenia przed awariami.
- Wsparcie techniczne i szkolenia: Sprawdź, czy producent oferuje wsparcie techniczne, instrukcje obsługi, oraz możliwość szkoleń dla operatorów tokarki. To pomoże w optymalnym wykorzystaniu maszyny i utrzymaniu jej w dobrej kondycji.
Przed podjęciem decyzji o zakupie tokarki warto skonsultować się z naszymi ekspertami i zasięgnąć porad od innych użytkowników na rynku polskim jak i zagranicznym.
Zapraszamy do kontaktu:
sales@fathaco.com